GB/T 8807 1988 塑料鏡面光澤試驗方法
分類:光澤度儀標準
熱度:770 ℃
時間:2021-03-10
中華人民共和國國家標準 GB/T 8807-1988塑料鏡面光澤試驗方法
?
1.主題內容與適用范圍
本標準規定了用20°角、45° 角和60°角測量塑料鏡面光澤的三種方法。
本標準適用于塑料鏡面光澤的測量。其中20°角用于高光澤塑料,45°角主要用于低光澤塑料,60°角主要用于中光澤塑料。對于鏡面光澤的比較,僅適用于采用同-方法的同種類型的塑料。
2.引用標準
GB 2918塑料試樣狀態調節和 試驗的標準環境。
GB 3978標準照明體及照明觀測條件。
3.術語
3.1鏡面光澤
在規定的人射角下,試樣的鏡面反射率與同一條件下基準面的鏡面反射率之比。用百分數表示,可以省略百分號,以光澤單位表示。
3.2鏡面反射率
鏡面反射光通量與人射光通量之比。
4.試驗儀器及對其要求
?
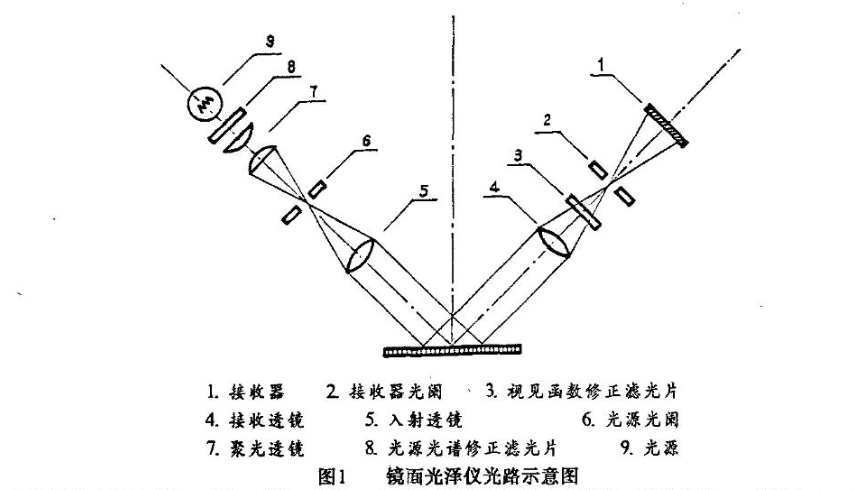
鏡面光澤儀光路示意圖
?
4.1.1幾何條件
4.1.1.1人射光束 光軸和鏡面反射光束光軸位于法線兩側的同一平面內,且與法線構成相等的角度。
4.1.1.2接收應在鏡面反射方向上。
4.1.1.3當一塊基準板放在試樣位置時,光源圖象應在接收器光闌的中心形成。
4.1.1.4光源光闌與接收器光闌的幾何角度及公差應符合表1規定。
?
表1
?
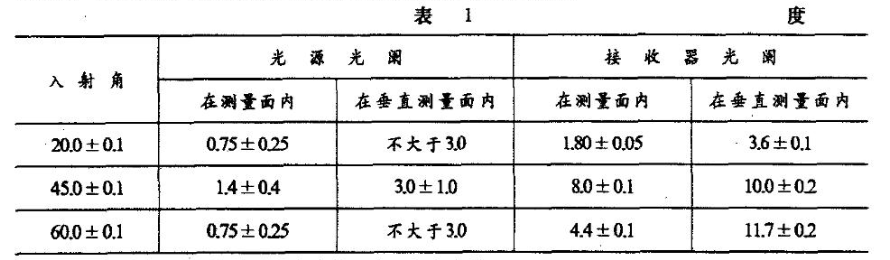
光澤度入射角與光闌對照表
?
4.1.1.5在4.1.1中規定的立體角內的光束不應有光暈。
4.1.1.6光源應符合GB 3978中標準照明體C或Dss的光譜條件:接收器的光譜響應應再現標準光效率函數V (λ)。
4.1.2精度
一光澤單位。
4.1.3重復性
不大于一光澤單位。
4.1.4再現性
不大于三光澤單位。
4.2薄膜試樣的固定裝置
任何薄膜必須固定在能使它保持平展、沒有伸長的此裝置上。
4.2.1真空板 (見圖2):通過橡膠管和真空泵或真空導管相聯,利用閥門限制其真空度,真空度由真空表測得。
4.2.2備有雙面壓敏膠帶的平板(見圖3):為確保試樣拉平,在壓敏膠帶粘住薄膜前不應使薄膜伸長。當壓敏膠帶失去粘性時,應及時更換。
4.3透明試樣用的背襯
選用烏黑的底板,最好是黑腔,必須放在透明試樣的背后。
4.4標準板
4.4.1一級工作標準板
選用高度拋光的平整黑玻璃板。對于20°角和60°角,采用折射率為1.567的黑玻璃板,光澤值規定為100;對于45°角,采用折射率為L.540的黑玻璃板,光澤值規定為55.9。
4.4.2二級工作標準板
選用堅硬、平整、表面均勻的陶瓷等,但必須經過符合4.1.1條之鏡面光澤儀的校正。
4.4.3標準板的使用及維護
標準板須保持清潔,不得損傷其表面。使用時,應拿其邊緣,切勿觸摸表面。清洗時,切忌用毛巾、硬毛刷或紙等擦抹,應采用一般光學鏡片的清洗液清洗表面。不用時,應放在密封干燥的容器內。此外,標準板須定期檢驗和重新定標。
5.試樣及其制備
5.1試樣表面應光滑平整、無臟物、劃傷等缺陷。試樣應在不同部位裁取,其尺寸為100mmX 100mm。試驗中每組試樣應不少于3個。
?
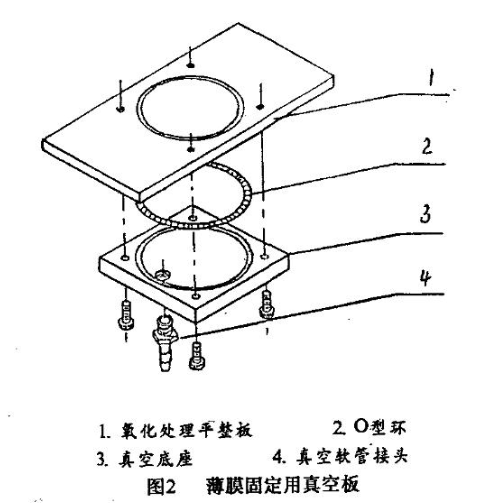
薄膜固定用真空板
?
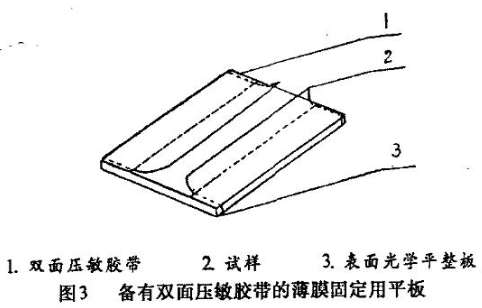
備有雙面壓敏膠帶的薄膜固定用平板
?
5.2試樣狀態調節和試驗環境
按GB 2918中的常溫、常濕進行。
6.試驗步驟
試驗中必須對鏡面光澤儀進行校正。首先,對一級工作標準板定標,然后,檢驗二級工作標準板的鏡面光澤。如果二級工作標準板的測量讀數超過其標稱值一個光澤單位,那么,該鏡面光澤儀必須由制造廠調整后,方能使用。
7.漫射校正
僅在制造廠和用戶協商一致情況下采用。進行此項校正時,入射光束以45°角方向照射試樣,0°角方向接收。測得的反射值乘以表2的百分因子,即為光澤校正值。
8.結果的計算和表示
8.1測量結果以一組試樣的算術平均值表示,精確到0.1光澤單位。
?
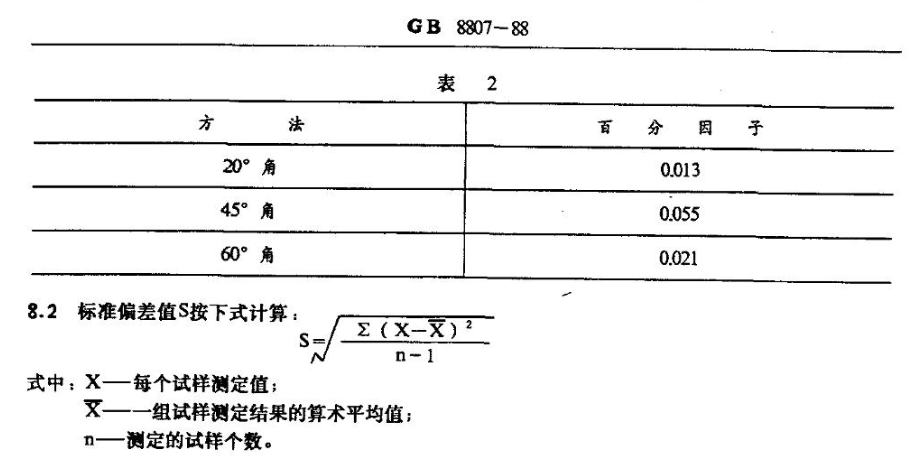
光澤度儀測量百分因子對照表
?
9試驗報告;
試驗報告包括下列內容:
a.塑料名稱、規格、生產廠;
b.試樣的表面狀態;
c.試樣的制備方法;
d.薄膜試樣固定裝置;
e.采用的方法(20°角、45°角或60°角) ;
f.狀態調節和試驗環境;
g.鏡面光澤標準板;
h.鏡面光澤算術平均值;
1.必要時給出標準偏差;
i.試驗日期、人員。
?
附加說明:
本標準由中華人民共和國輕工業部提出。
本標準由輕工業部塑料加工應用科學研究所歸口。
本標準由輕工業部塑料加工應用科學研究所負責起草。
本標準參照采用ASTM D2457- 77 (塑料薄膜鏡面光澤標準試驗方法)和ASTM D523-80(鏡面光澤的標準試驗方法)。
?
編者附注:本標準《GB/T 8807 1988 塑料鏡面光澤試驗方法》來源于網絡,為方便大家分享、查找與下載而整理本頁面,如有疑問以原版文件為準。



